|
Nierzadko spotykamy się z poziomami ochrony IP, postaram się opowiedzieć co one oznaczają. IP to inaczej stopień ochrony urządzenia (obudowy) przed penetracją czynników niebezpiecznych: pyły- pierwsza liczba, woda-druga liczba. Co obejmują poszczególne stopnie obrazuje tabela: Pierwszy znak (IPx0): zabezpieczenie przed obcymi ciałami stałymi 0 brak ochrony 1 ciała obce o wielkości ponad 50 mm 2 ciała obce o wymiarze ponad 12,5 mm 3 ciała obce o wielkości ponad 2,5 mm 4 ciała obce o wymiarze ponad 1 mm 5 ochrona przed kurzem 6 całkowita ochrona przed pyłem Drugi znak (IP0x): zabezpieczenie przed przedostaniem się wody 0 brak ochrony 1 krople wody spadające pionowo 2 cząstki wody spadające na obudowę pod kątem 15° 3 krople wody spadające na obudowę pod kątem 60° 4 krople wody lecące pod dowolnym kątem, np. wiatr z deszczem 5 krople wody lecące z dowolnego kierunku 6 silne strumienie wody z dowolnego kierunku 7 niecałkowite zanurzenie 15cm-1metr w czasie 30 min 8 ciągłe zanurzenie bez limitu czasu na głębokości poniżej 1metr 9 struga wody o ciśnieniu 80-100 bar i temperaturze do 80 stopni Celcjusza Tak wygląda sprawa z klasą IP. Ten stopień ochrony jest podawany na wszystkich elektronarzędziach Vander, maszynkach elektrycznych do cięcia glazury Rubi, spawarkach IDEAL, przedłużaczach elektrycznych i innych. Zaleca się na to zwrócić uwachę gdy np. będziemy potrzebowali wykorzystywać coś na zewnątrz czy myć maszynę wodą. 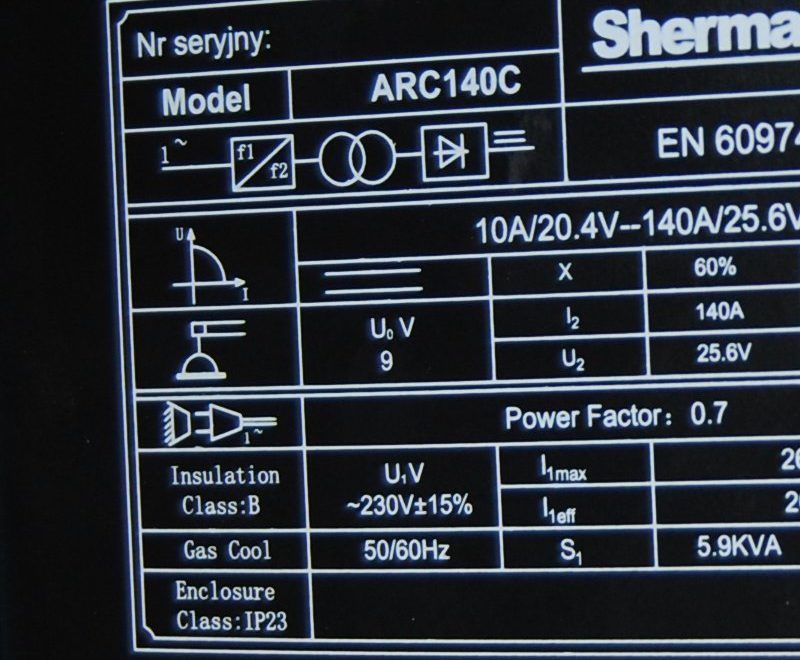 Powyżej tabliczka z spawarki inwertorowej , mamy tam deklarowane :) IP 23
0 Comments
 Witam
Okres grzewczy już się zaczął, co prawda jaranie w piecu nie jest moim ulubionym zajęciem, no, ale jak trzeba to trzeba. POZDA TYM WĘGIEL ODCHODZI DO LAMUSA. I tak powszedni rytuał: wstawać wcześniej rankiem, założyć się w ubrania robocze, maska przeciwko pyłowa albo prawidłowiej przeciwko gazowa na twarz, rękawice na ręce i do kotłowni. Usunąć popiół, doprowadzać do czystości palenisko, co jakiś czas wyczyścić górny szyber do tego celu są szczotki kominiarskie, generalnie horror. A jeszcze ten straszliwy, ciemny, smolisty osad na wewnętrznych ściankach pieca. To mnie doprowadzało do szału. Miał jak wiadomo jak sie pali winien być wilgotny w toku spalania emituje się cała mnóstwo związków sadza, smoła i takie tam inne i oblepia piec od wewnątrz, smoła może być bardziej lepka a czasami mniej, ale zawsze mam problem z usunięciem tego paskudztwa, które obklejając wewnętrzne ścianki w znacznym stopniu redukowało sprawność pieca. Wolno stwierdzić, że smoła działa jak izolator, im grubsza warstwa (oblepiona do tego popiołem) tym mniej energii z spalanego miału lub żaru, przedostaje się przez stalowe ścianki do wody, a więcej leci w komin, czyli ubytek kasy (nie mówiąc już o sąsiadach, którzy wdychają to wszystko, na pewno nie na zdrowie). Nie mam pojęcia jak to obliczyć, ale wiem, że jak piec jest super czysty to woda, nagrzewa mi się błyskawicznie, a jak piec jest zabrudzony to nader wolno, logiczne! Następna sprawa to komin, który należy czyścić przynajmniej raz w roku, bo zachodzi sadzą i tu też koszty, bo albo zapłacić kominiarzowi lub samemu kupić wycior do komina i linia lub sznur. Trzeba wtedy wejść na dach albo od spodu, a jak ładnie wtedy się wygląda :) No i dochodzę do końca. Znajomy powiedział mi, że jest takie coś jak katalizator spalania sadzy, różne są na rynku, ale najbardziej wyróżniający się i skuteczny jest Sadpal - domtechniczny24.pl/sadpal-katalizator-spalania-sadzy.html . To taki zielonkawy proszek, niezapalny i nie wybuchowy, którego dosypuje się do paliwa ( miału, węgla, drewna) i wówczas piec jest w środku utrzymany w porządku. Jak go zakupiłem w sklepie internetowym i dorzuciłem pierwszy raz to płomień zabarwił mi się na żółto-zielono i dym z komina leciał nie czarny jak zazwyczaj, ale białoszary albo taki biały. Znaczy to, że spalanie jest pełne. Na opakowaniu pisało, że używanie go jest ekologiczne, no i ma to sens analogicznie jak katalizatory w czterokołowcach, dopalają paliwo i mniej substancji toksycznych przedostaje się do powietrza. Teraz nieco o owocach stosowania Sadpalu, co zauważyłem: palenisko jest w środku popielaty albo biały, to zależy ile dodam proszku. Tak na oko to dodaję za każdym razem około dwie i pół czubate łyżki stołowe na wsad (piec mam 60kW). Jak sypnę więcej sadpalu to jest w wewnątrz suchutko i biało, ekstra to wygląda. Czyścić piec i tak trzeba, bo popiołu to jest od groma, ale jest on wyschnięty i nie ma z tym problemu. Aczkolwiek na bokach robi się tak łuska jak na wyschniętych jeziorach, i odpada po czasie. Na koniec napiszę, co powiedział mi kolega jak zawołał kominiarza żeby tak na wszelki przypadek wyczyścił komin, kominiarz po robocie zszedł z drabiny zagadał, że komin był czysty, bo chyba ktoś go niedawno czyścił albo stosujesz pan, Sadpal. Kłaniam się Nie znoszę takich sytuacji, wyobraźcie sobie jedziecie z rodzinką do domu, do przejechania nadal 100 km i nieoczekiwanie przestaje działać grzanie w samochodzie, a na zewnątrz mróz -2 stopnie. Chłopaki marzną kobieta narzeka ja cały zestresowany. Dobrze, że należący do mnie Land Cruiser HDJ 80 ma 2 nagrzewnice i wysiadła ta z przodu a tylnia działała, zatem jakoś dotarliśmy. Na drugi dzień kobieta smarka i dzieciaki też zaczęło brać. W takim razie jadę do mechanika i rozbieramy cały kokpit praca na parę ładnych godzin, przy okazji kilka zaczepów plastikowych się popsuło (ani chybi same się popsuły). No, ale dobrze nagrzewnica wygrzebana a w środku tyle brązowo-rudej mazi gnoju, że zgroza. Płukałem to cały dzień, wlewałem kwas solny i sodę, udało się przemyć do tego oczywiście kilkukrotne czyszczenie całego układu chłodzenia. Jak wiele tam było brudu takiej rdzawo-brunatnej mazi, upatruję, że wcześniejszy posiadacz chciał uszczelnić chłodnicę i dodał najogromniejsze przekleństwo z dodatków do samochodu, które człek mógł wymyślić. - uszczelniacz do chłodnic, ten brud oblepił ścianki wewnątrz układu chłodzenia i stąd mój kłopot. Ale to nie koniec. Okazało się, że nagrzewnica ma nieszczelne obydwa króćce, wlotowy i wylotowy, myślę, że dlatego ktoś wlał to świństwo. Jak oczyściłem nagrzewnice to można bylo zobaczyć te rysy na rurkach mosiężnych. A jeszcze dodam, że przedtem w samochodzie cały czas możnabylo wyczuć woń płynu chłodniczego, ale nie wiedziałem, co może być przyczyną teraz już wiem. No i obecnie kłopot, co robić? Oryginalna nagrzewnica cena kosmiczna jak większość oryginalnych części do Land Cruisera ( mój rocznik 1994 HDJ 80), na allegro szukałem, ale nie wyszperałem zresztą nawet to, jaką miał bym gwarancję, że wsio z nią było by ok. No i tu postanowiłem wziąć sprawę w swoje ręce, ponieważ moim hobby jest odlewnictwo rekonstrukcyjne min. sprzączek do pasów średniowiecznych, i jedną z technik w calej tej zabawie jest lutowanie twarde, więc. Wyczyściłem obydwa króćce kwasem lutowniczym, przeczyściłem włókniną szlifierską, odpaliłem mój super palnik perun, lut srebrny 45 w rękę i cheja. Na polutowanie zużyłem prawie całą laskę lutu srebrnego różowego. Lutowałem lutem 25 procent srebra, potrzebuje on trochę większej temperatury, ale można nim zalewać szersze szczeliny niż lutami o wyższej zawartości srebra tymi niebieskimi żółtymi i zielonymi. Tam jest srebra 30 45 procent czyli bardzo dużo. Efekt był zachwycający, oprócz tego, że zalałem szczeliny to wzmocniłem jeszcze kolanka na zgięciu, mechanik jak zobaczył nagrzewnicę to wyraźnie widziałem, że był lekko zszokowany, na początku mi odradzał lutowanie, jako bardzo niepewne. Ale ja wiem, że taki lut srebrny jest bardzo trwały, odporny na korozje i tak dalej. Po zmatowieniu wszystkiego do kupy jeszcze raz kilka godzin, zalaliśmy chłodnicę zwykłą kranówą (na szczęście była odwilż ) i pojeździłem z ta wodą trzy kwadranse. Potem wylałem ją i tak parę razy. Na koniec zalałem płynem chłodniczym. Jakie to doskonałe odczucie siedzieć w samochodzie z sprawnym ogrzewaniem.   Przecinarka plazmowa - PLASMA 45 PRO jest profesjonalnym urządzeniem do cięcia plazmowego. Umożliwia cięcie bez zniekształceń: stali, stali nierdzewnej, aluminium, mosiądzu i miedzi. Sterowana elektronicznie, płynna regulacja prądu cięcia. Niewielkie rozmiary i waga sprawiają, że urządzenie doskonale sprawdza się zarówno w pracach warsztatowych jak i podczas prac terenowych.
https://domtechniczny24.pl/przecinarka-plazmowa-plasma-45-pro-ideal.html Prąd pobierany z sieci 21 A Znamionowe napięcie zasilania230 V; 50Hz (1ph) Moc 5 kW Napięcie stanu jałowego 230 Prąd przy pracy 60% 40 A Stopień ochrony IP 21 Waga 9 kg Wymiary opakowania dł x szer x wys 560x270x340 mm Ciśnienie sprężonego powietrza 5 - 6 bar Grubość cięcia (max) 12 mm Wydajność sprężonego powietrza 100 l/min Zakres regulacji prądu cięcia 20 - 40 A Czytelny cyfrowy wyświetlacz umożliwia dokładną regulację urządzenia, zapewnia stabilne parametry i wysoką jakość cięcia. Urządzenie posiada regulacje czasu chłodzenia uchwytu po zakończeniu cięcia. Parametry fizyczneUrządzenie posiada układ chłodzenia wentylatorem co zdecydowanie zwiększa jego wydajność. Urządzenie wyposażone jest w zabezpieczenie przeciw przeciążeniu, co zwiększa jego niezawodność. Parametry zasilaniaZasilanie jednofazowe 230V. Urządzenie wyposażone jest we wtyczkę zasilania. WyposażenieDostawa obejmuje urządzenie z uchwytem plazmowym ręcznym S45 bezpośrednim oraz przewodem masowym.  Cześć
Najistotniejszym elektronarzędziem w warsztacie jest ręczna wiertarka. Przygotowując się do zakupu winnyście odpowiedzieć sobie na pytanie, do czego będziemy to narzędzie wykorzystywać i jak często. Ważnym kryterium jest także cena. Przeważnie utarło się, że wiertarki ręczne dzieli sie na profesjonalne i hobbystyczne, jest to w sam raz podział, ale nie do końca celny. No, bo co to znaczy profesjonalne, czy takie, na których jest napisane Professional, albo inne angielskie wspaniale brzmiące słowo? Ja sugeruję państwu podział na markowe ( Bosch, Makita ), chińskie dobrej jakości i chińskie standardowej jakości. Mało który sprzedawca jest taki szczery jak ja, ale nie o to chodzi, bo czy np. chińska wiertarka zrobiona w fabryce Boscha to jest chińska czy może nie?. Chińczycy dziś szokują świat jakością, bo proszę pamiętać, że jakość to technologia i cena, a nie kraj pochodzenia. Przed zakupem odpowiadamy sobie na zapytanie, do czego będziemy wykorzystywać wiertarkę? Prace amatorskie to takie gdzie nie mamy precyzyjnie określonego celu, przeznaczenia dla wiertarki. Czasami parę otworów w ścianie, może nieco w metalu i drewnie, a później leży miesiąc i czeka na swój czas. Albo jest praca, jakiś mały remoncik i odkładamy ją na pół roku, to jest przeznaczenie amatorskie. Ilość roboczogodzin takiej maszyny jest mała i w związku z tym, jakość i żywotność jest najniższa. Hobbysta to osoba, który tak jak kobieta ubustwia malować się, on lubi coś fabrykować w wolnych chwilach, czasami dużo czasami mało, ale systematycznie. Profesjonalista wybitnie intensywnie eksploatuje narzędzie, taki zarzynacz sprzętu, chce żeby urządzenie było wieczne, żeby nie trzeba było nic przy nim robić ( prace konserwacyjne i serwisowe) a najodpowiedniej jak by samo pracowało 24 godziny na dobę. Taki zwyczajny podział sam pokazuje, jakie parametry wytrzymałościowe i jakościowe mogą mieć wiertarki. Jak ogromnie to zależy od zastosowania. Nie znaczy to jednak, że majsterkowicz czy hobbysta poczyni niestosownie jak kupi sobie narzędzie z wyższej półki. Wręcz przeciwnie, profesjonalne elektronarzędzia są bardziej niezawodne, mają lepsze parametry pracy. Ale z przykrością muszę stwierdzić również wysoką cenę i ten fakt nas limituje, ale taka zasada: jak mamy kasę to nie oszczędzać im lepsze urządzenie tym bardziej pewna praca. A więc trochę o parametrach wiertarek. MOC, ale klienci lubią to coś, pierwsze pytanie to ile ma mocy? A jak np. do takiej wiertarki 500 W podłączymy 5 żarówek 100W to już mamy 1000W mocy. Jest to parametr bardzo istotny jakkolwiek pamiętajmy, że niedrogi sprzęt często ma podane parametry z kosmosu i niekoniecznie musimy na takich opisach polegać. Firmy Bosch i Makita nie fabrykują takich rzeczy tam moc odzwierciedla to, co może taka wiertarka. Moc wiertarki jest istotna przy wierceniu otworów o sporych średnicach w drewnie, metalu czy betonie. Wiertarki dla majsterkowiczów zaczynają się od 500W i kończą na 750W. Natomiast profesjonalne zaczynają od 300W i kończą na 1050W ( Makita HP2050 ). Małe moce to również mała masa wiertarki, jeżeli potrzeba wiercić otwory o średnicy 2 mm w tysiącach codziennie to waga narzędzia ma duże znaczenie. Z mocą łączy się przekładnia biegów. Jeżeli wiertarka ma 2 biegi to na pierwszym ma niskie obroty, ale wielką moc, można ją wobec tego wykorzystywać do wiercenia dużych otworów, mieszania kleju, itd. Wiertarki dla amatorów najczęściej nie mają przekładni 2 biegowej, bo jest to zbędne, podnosi koszty narzędzia. Moc determinuje również maksymalne średnice wiercenia. Wymieniane są oddzielnie dla metalu, drewna i betonu. Nie wypada się jednak do końca sugerować tym, co jest zapisane. Bo nawet najlepsza wiertarka, jeżeli ma podane maksymalne 13mm wiercenie w metalu i będziemy wiercić tylko 13ką to szybko zarżniemy taki sprzęt. Maksyma jest taka: maksymalne średnice tylko sporadycznie, zawsze najlepiej utrzymać margines bezpieczeństwa i wiercić poniżej dopuszczalnych. Udar, to inaczej ruch posuwisto-zwrotny wiertła, wykorzystywany do wiercenia otworów w betonie, cegle i kamieniu. Surowce mineralne nie da się skrawać, da się tylko kuć i taką robotę wykonuje wiertło do kamienia, jest ukształtowane jak grot, kuje i usuwa urobek. Pomnijże amatorze, nie włączają udaru do drewna i metalu!!. Pamiętam jak kiedyś sprzedałem dobre wiertło do metalu Bailldon 12mm ( i po pewien czasie facet przychodzi i ukazuje zupełnie zaokrąglone wiertło i mówi, że to jakaś Chińszczyzna i nawet z udarem w stali nie wierci!!!! Nie da rady udar tylko do surowców mineralnych. Udar może być mechaniczny i pneumatyczny. Ten pierwszy bazuje na zastosowaniu dwóch zębatek, które przy dociśnięciu wiertła zaczynają zazębiać się i wiertło podskakuje, taki udar jest słabszy i zależy od naszego docisku. Można nim wykonać otwory z rzadka nie seryjnie, zatem stosowany jest w wiertarkach amatorskich, aczkolwiek profesjonalne wiertarki Makita HP też go mają. Kolejny udar to pneumatyczny ( młotki Bosch GBH, Makita HR ), tutaj w wiertło SDS plus lub MAX uderza kowadełko wprawiane w ruch przez poduszkę powietrzną. To tak w skrócie. Takim udarem wierci się rewelacyjnie, nie jest wskazane za mocne dociskanie, bo możemy zdusić udar. Wiertarki z udarem pneumatycznym stosuje się tylko do wiercenia w materiałach mineralnych, nie nadają się do metalu i drewna (tylko sporadycznie). A i jeszcze młotowiertarki maja możliwość wyłączenia obrotów i pracy tylko na udarze, stosowaną do lekkiego podkuwania SDS Plus lub wyburzania ścian - SDS MAX - https://domtechniczny24.pl/otwornice-do-betonu-i-adaptery.html domtechniczny24.pl/otwornice-do-betonu-i-adaptery.html W dalszym ciągu powinno się dodać o regulacji obrotów i zmianie kierunku obrotów. Jest to w tym momencie standard, spotykany w wszelkich wiertarkach amatorskich i dużej mierze w profesjonalnych. Regulację obrotów uzyskuje się podając mniejszy prąd, i tutaj UWAGA! wielce istotna sprawa: im mniejsze obroty tym mniejsza moc, proszę nie myśleć, że jak damy 400 Obr/min w wiertarce 500W to będziemy mogli sobie wkręcać śruby, nic podobnego. W takim przypadku możemy mieć 100W i znaczne prądy na wirniku, jeżeli taka wiertarka będzie długo tak pracować to spalimy wirnik!! Druga sprawa to zmiana obrotów, tutaj są dwa rodzaje, elektroniczny - standard i na szczotko trzymaczach - profesjonalne. Jeżeli zmienimy na szotkotrzymaczach to zazwyczaj mamy 100% mocy, przeciwnie zaś elektronicznie znacznie mniej na lewych obrotach. Dalej uchwyt wiertarski: Kluczykowy, bez dwóch zdań najmniej zawodny i uniwersalny do stali i betonu. Samozaciskowy, zwłaszcza do stali i drewna, a w profesjonalnych modelach zarówno do betonu, tylko wypada pamiętać, że jak wiercimy w stropie i urobek leci nam na głowę to dodatkowo cząstka wpada do uchwytu i niekiedy oznacza jego koniec. Można w takim przypadku zastosować gumowe kielichy do wiercenia w sufitach. Nie będę się rozpisywał o blokadzie obrotów i ustawianiu maksymalnych obrotów, bo to teraz norma. Markowe wiertarki Bosch i Makita mają coraz częściej zabezpieczenia elektroniczne i mechaniczne przed przeciążeniem, co prawda płaci się za to więcej, ale niekiedy warto. Polega ono na pomiarze prądu lub temp. wirnika i jeśli parametry są przekroczone to następuje odłączenie zasilania. Nader ważną sprawą niezwiązaną wprost z elektronarzędziem jest gwarancja. Dla amatora i profesjonalisty to istotna sprawa, warto popytać. My mamy elektronarzędzia firm, które nie boją sie odpowiedzialności i dbają o dobrą, jakość serwisu, ma na myśli Boscha i Makitę, choć DWT nie jest gorsze. To na razie tyle, jak znajdę czas napiszę trochę o osprzęcie, do wiertarki bez niego są bezużyteczne. Witam W współczesnych czasach gotowanie staje się co chwila prostsze, a to za sprawą olbrzymiego i powszechnego dostępu do wszystkiego, co przydatne w tym zawodzie, i nie mam na myśli tylko przepisów w necie. Półki w marketach uginają się od różnorodnego gatunku sprzętu AGD, przypraw, tasaków, książek kucharskich i przepięknych garów ze stali nierdzewnej. Każdemu z nas, od czasu do czasu zdarza się przyjarać tego rodzaju gar, albo raczej to, co w garze. O ile jest to krótkotrwałe przypalenie trwające chwilę, to można wyrzucić przypaloną treść wlać wrzątkugorącej wody} z płynem czy solą, poczekać paręnaście minut i wymyć szczotką z tworzywa. Zazwyczaj tego rodzaju zabieg się udaje i w najlepszym przypadku nie pozostają żadne ślady na dole garnka. Gorzej, jeżeli spalimy potrawę tak, że na dnie garnka będzie gruba zwęglona powłoka, a w kuchni widzialność spadnie jak w gęstej mgle, co w tym czasie robić? Kuchnię można wywietrzyć a gar szkoda wywalić. Postaram się napisać, co w takiej sprawie najlepiej zdziałać. Musimy przygotować: szpachelkę, wkrętarkę z regulacją obrotów, krążek elastyczny na rzep. Będzie potrzebna też - włóknina ścierna ziarno 60, 120, 240 - https://domtechniczny24.pl/arkusze-w%C5%82%C3%B3kniny.html, ściernicę trzpieniową z włókniny ziarno 60, 240 i ewentualnie włókninę stalową o numerze 2, 0 i 00. Najistotniejsze to zaczekać, aż garnek będzie zimny, wówczas zalać niewielką ilością wody z solą (pod żadnym pozorem nie wlewać wody do gorącego garnka, albowiem można wypaczyć dno). Dobrze jest go przenieść na balkon, tak aby nieprzyjemny zapach nie roznosił się po domu. Później wąską szpachelką zeskrobać zwęglone części, tak, aby nie było większych kawałeczków przyległych do dołu garnka, to czasami trwa, lecz dobrze jest uzbroić się w cierpliwość i pieczołowicie wyczyścić dno. Po tym etapie przemywamy gar i osuszamy go, można lekko podgrzać nad gazem, aczkolwiek bez pośpiechu. Zakładamy na maszynę krążek z rzepem i zakładamy do niego włókninę 60, obroty ustawimy na plus minus 550obr/min. I czyścimy nieznacznie dociskając spód garnka. Trzeba baczyć, aby nie ocierać gumą o brzegi garnka. Po kilku minutach garnek, jego spód powinien już być w miarę czysty, trzeba wówczas przetrzeć go suchą szmatą i sprawdzić czy nie pozostały gdzieś plamy, jeśli tak to operację powtórzyć. Jeżeli dno będzie już czysty podmieniamy włókninę na 120, później 240 i powtarzamy za każdym razem akcję, ale nieco krócej. Po wyczyszczeniu dno powinno mieć satynową nawierzchnię bez widzialnych głębszych rys. Dalszy etap to wykańczanie brzegów garnka i tu działamy podobnie jak przedtem. Wpierw zakładamy na maszynę ściernicę trzpieniową z włókniny o ziarnie 60, później drobniejszą 120 lub 240. Po wyczyszczeniu brzegów gar winien być jak nowy. Jeżeli gar był w środku polerowany to można jeszcze wykończyć go pastą woskową i filcem. Jak ktoś nie posiada wiertarki może to samo uczynić ręcznie za pomocą wełny stalowej grubość 2, 0, 00. Choć w wypadku czyszczenia ręcznego musimy liczyć się z tym, że spędzimy masę czasu i w żadnym razie nie uzyskamy tak cudownego rezultatu jak w przypadku polerowania mechanicznego.    Włókniny ścierne są trójwymiarowym wyrobem ściernym. Podłoże włókniny wykonane jest z niesplecionych ze sobą włókien syntetycznych odpornych na działanie wody i płynów stosowanych w czasie obróbki. Włókna te są bardzo odporne, nie łamią się nie odkształcają i mają tzw. efekt pamięci, czyli po zgięciu wracają do swojej wcześniejszego kształtu. Do włókien przyklejone są, za pomocą spoiwa z żywic syntetycznych, sortowane ziarna ścierne. Cząstki ziaren są rozmieszczone równomiernie do o koła włókien w całym przekroju gotowego produktu. Powstaje trójwymiarowa, elastyczna budowa dająca bardzo dobre wyniki w czasie pracy. Wielkość ziaren w odróżnieniu od osełek podawana jest w szerszym przedziale. W większości materiałów ściernych wielkość ziarna określana jest zwyczajowo i ujednoliconą normą międzynarodową FEPA i oznaczana literą "P" przed numerem ziarnistości. Spełnienie przez ziarno normy FEPA oznacza, że jego rozmiar dla danej ziarnistości nie jest większa niż wskazana w normie. W praktyce oznacza, że szlifując ziarnistością "P80" uzyskujemy stały i jednakowy poziom zarysowań szlifowanej powierzchni. W przypadku włóknin gradację nazywa się następująco: Coarse, grube ziarno- granulacja P80-P120 Medium średnie ziarno- granulacja P120 do P180 Fine wykańczające- granulacja P180 - P240 Very Fine bardzo drobne- granulacja P240 do P320 Ultra Fine polerowanie- granulacja P400 - P600 Super fine polerowanie wykańczające - granulacja P600 do P1000 Tekst z strony - www.skleppneumatyka.pl/oznaczenia-i-zastosowanie-wloknin-sciernych/ Użyte ziarna ścierne to przede wszystkim elektrokorund szlachetny, węglik krzemu i czasami cyrkon. Zalety włóknin. Przestrzenne ułożenie włókien, równomierne ułożenie ziaren na włóknach, obróbka małoiskrowa ( nie nagrzewa materiałów obrabianych). Duże przestrzenie między włóknami przejmują zanieczyszczenia i urobek z obrabianej powierzchni (detal jest obrabiany przez czystą włókninę) Wodoodporność włóknin, można je myć detergentami, przez co można je stosować na powierzchnie zabrudzone, zatłuszczonych, pokrytych olejami i smarami. Elastyczność włókien powoduje łatwość dopasowania się do skomplikowanych kształtów. Włókninę ścierną można stosować do pracy ręcznej i mechanicznej( pasy bezkońcowe, lamelki, ściernice trzpieniowe). Nadaje się do obróbki ściernej: powierzchni stalowych, stali kwasoodpornych, metali kolorowych, takich jak aluminium, mosiądz, miedź, chrom, jak również do powierzchni szklanych. Ponieważ włóknina ścierna jest odporna na wodę może być stosowana w kuchni jako zastępstwo dla czyścików oraz metalowych gąbek. Wytrzymałe włókna oraz materiał ścierny dobrze czyszczą kuchenki i grille, usuwają przypalone resztki żywności z garnków i brytwanek.  Firma Cynel działa na polskim rynku od ponad 25 lat. Produkuje najwyższej, jakości spoiwa lutownicze.
Używa w tym celu najczystsze dostępne surowce oraz wyjątkową na skalę światową technologię wysokociśnieniowej obróbki stopów metali. Na uwagę zasługuje fakt, że technika ta została opracowana w Polsce - w Polskiej Akademii Nauk - i jest z powodzeniem komercyjnie wykorzystywana przez polską firmę. Jest to wzorcowy przykład współpracy nauki i biznesu. Jakość spoiw lutowniczych wielokrotnie została uznana i nagrodzona przez klientów. Najbardziej popularne i znane spoiwa lutownicze to: Spoiwo lutownicze S-Sn97Cu3 jest stopem wyprodukowanym w pierwszym wytopie cyny i miedzi zgodnie z PN EN 29453-24. Przeznaczony do lutowania w wyższych temperaturach, także przy lutowaniu płomieniowym instalacji miedzianych, oraz w tyglach lutowniczych. Spoiwo lutownicze S-Sn99Cu1 to stop wytworzony w pierwszym wytopie cyny i miedzi zgodnie z PN EN 29453-24. Popularny lut miękki, przeznaczony, jako nisko kosztowy wymiennik dla spoiw cynowo ołowiowych. Spoiwo lutownicze S-Sn60Pb40 - czyli potoczne zwana cyna do lutowania instalacji elektrycznych - domtechniczny24.pl/sopiwa-do-lutowania-mi%C4%99kkiego.html , wyprodukowane w pierwszym wytopie cyny i ołowiu zgodnie z normą PN EN 29453:2000, w ciągłym procesie odlewania bez dostępu powietrza, następnie wyciskany, co zapewnia eliminację występowania tlenków. Spoiwo lutownicze S-Sn60Pb40 ma zastosowanie głównie w przemyśle elektronicznym, do wytwarzania zwykłych urządzeń i modułów elektronicznych, elektrotechnice oraz do lutowania elementów z pokryciami cynowymi, cynowo-ołowiowymi, kadmowymi, cynkowymi i srebrnymi. W ofercie firmy Cynel znajduje się także okazała i zróżnicowana gama topników wspierających procesy lutowania w różnych środowiskach technologicznych. Najważniejsze z nich: Pasta Cynel-1 jest produkowana na bazie kalafonii z aktywatorami organicznymi. Zawiera aktywny topnik 1.1.2.C wg PN EN 29454. Znakomicie nadaje się do lutowania powierzchni cynowanych, miedzianych, mosiężnych, niklowanych, pobielania końcówek przewodów itp. W uzasadnionych przypadkach pozostałości pasty można usunąć terpentyną. Topnik lutowniczy Cynel-Cu ma postać żelu, zawiera mieszaninę soli organicznych (wg PN EN 29454 oznaczenie 3.1.1). Zastosowanie Topnika Cynel Cu. Topnik przeznaczony do stosowania przy lutowaniu miedzianych instalacji hydraulicznych. Zadaniem jego jest utrzymać beztlenowo powierzchnię rury miedzianej i kształtki podczas ogrzewania do temperatury roboczej, aby dać możliwość w ten sposób zwilżenie kształtki stopem lutowniczym. Topnik Cynel-Cu jest rozpuszczalny w wodzie, co ułatwia usuwanie pozostałości topnika po lutowaniu. Sposób użycia Topnika Cynel CU Powierzchnie rur i kształtek oczyścić do czystego metalu niemetalicznym czyścikiem. Po oczyszczeniu wytrzeć powstały pył. Na oczyszczoną końcówkę rury nanieść cienką warstwę topnika Cynel-Cu tak, aby pokrył całą przeznaczoną do lutowania powierzchnię. Koniec rury wsadzić w kształtkę aż do oporu. Rurę i kształtkę ogrzać równomiernie aż do uzyskania temperatury roboczej na całej żądanej powierzchni. Płomień palnika utrzymywać skośnie do rury w kierunku kształtki. Resztki topnika wypłukać wodą a wnętrze instalacji przed użyciem w podobny sposób przepłukać wodą.  Dzień dobry
Kolejna partia materiałów: praktyka w pigułce - o obróbce skrawaniem, z wyszczególnieniem materiałów przedmiotów obrabianych. Zaznaczam, że artykuły są poświęcone dla majsterkowiczów, początkujących szlifierzy i innych osób rozpoczynających przygodę z obróbką skrawaniem. Z tego względu opuszczę szczegółowy opis narzędzi węglikowych używanych w obróbce wieloseryjnej, wysokowydajnej. Skupię się na obróbce przy pomocy standardowych narzędzi, czyli: tokarka, frezarka i ewentualnie wiertarka stołowa lub wiertarka ręczna, i wkrętarka akumulatorowa. Obróbka skrawaniem to tak najogólniej: nadawanie obrabianym przedmiotom żądanych kształtów, wymiarów przez częściowe usuwanie ich materiału w formie wiórów, narzędziami skrawającymi ( wiertła do metalu, frezy do metalu, noże tokarskie, rozwiertaki). Skrawaniem określamy: wiercenie, toczenie, frezowanie, struganie. Wybór najbardziej odpowiedniego materiału narzędzia skrawającego (wiertło, frez do metalu, nóż tokarski itd.…) oraz jego geometrii do użycia w danym materiale przedmiotu obrabianego jest ważne dla zapewnienia bezproblemowego i produktywnego procesu skrawania. Na początek podział i krótki opis materiałów obrabianych. 1 Stal to najobszerniejsza grupa materiałowa. Ujmuje obfity zakres materiałów od niestopowych po wysokostopowe, włącznie odlewy staliwne. Skrawalność, zazwyczaj odpowiednia, zależy w dużej mierze od twardości, zawartości węgla i składników stopowych. Do obróbki warsztatowej nadają się: stale konstrukcyjne (teowniki, płaskowniki, pręty i inne) staliwo, stale konstrukcyjne stopowe sprężynowe (resory), i niektóre stale konstrukcyjne stopowe przed obróbką cieplną lub odpuszczone. 2 Stale nierdzewne są materiałami stopowymi z zawartością minimum 12% chromu; inne stopy mogą zawierać nikiel oraz molibden. Wyróżniamy stale nierdzewne ferrytyczne, martenzytyczne, austenityczne oraz austenityczno- ferrytyczne (typu duplex). Cechą wspólną wszystkich tych typów jest narażenie krawędzi skrawających na wysokie ilości ciepła, albowiem stale wykazują kilkukrotnie niższą przewodność cieplną niż zwykłe stale. Oraz tendencje do sczepiania się z narzędziem szczególnie przy krawędzi skrawającej z tej przyczyny zaleca się korzystanie z preparatów smarujących (Terebor preparat do gwintowania i wiercenia). Wobec tego zaleca się używać specjalnych narzędzi skrawających ( np. wiertła do stali nierdzewnej - domtechniczny24.pl/wiert%C5%82a-nwka-hssco-fanar.html , z wysoką zawartością kobaltu, odpowiednią geometrią ostrza). 3 Żeliwo, w przeciwieństwie do stali, jest typem materiału o krótkim wiórze. Żeliwo szare oraz żeliwo ciągliwe są całkiem łatwe w obróbce, podczas gdy żeliwo sferoidalne, żeliwo o zwartym graficie oraz żeliwo hartowane z przemianą izotermiczną sprawiają więcej problemów podczas obróbki. Wszystkie żeliwa zawierają SiC, który ściera krawędź skrawającą. 4 Metale nieżelazne jak aluminium, miedź, mosiądz są bardzo miękkie i proste w obróbce. Jedynie aluminium ma tendencję do przyklejania się do powierzchni natarcia i wymaga bardzo ostrych narzędzi i stosowania preparatów smarujących ( Terebor preparat do gwintowania i wiercenia), aluminium o 13% zawartości krzemu jest bardzo ścierne. Generalnie, poleca się tu wiertła i frezy z ostrymi krawędziami, które są przydatne do skrawania z dużą prędkością i charakteryzują się długim czasem eksploatacji. 5 Kolejna grupa to superstopy żaroodporne. To grupa zawierająca dużą ilość materiałów bazujących na wysokostopowym żelazie, niklu, kobalcie i tytanie. Przywierają one do narzędzia, tworzą narosty na ostrzach, utwardzają się w trakcie obrabiania - umocnienie przez gniot i sprawiają powstawanie wysokich temperatur w strefie skrawania. Bardzo trudne do obróbki a w warunkach warsztatowych nie obrabialne:). 6 Stale hartowane. Ta grupa obejmuje stale o twardości pomiędzy 45- 65 HRC, jak również żeliwo utwardzone ok. 400-600 HB. Twardość czyni te materiały kłopotliwymi do obrabiania a w warsztatowych warunkach nieskrawalnymi. Podczas skrawania wywołują wysokie temperatury i są bardzo ścierne dla krawędzi skrawających. Czyli reasumując 1, 3, 4 grupa jest skrawalna, 2 w ograniczonych rozmiarach, a za 5 i 6 to lepiej się nie zabierać.  Cześć
Historia zaczyna się, gdy to nabyłem kapsułki Pau-drako, bo mój mały był chory i chciałem czegoś alternatywnego do antybiotyku. A tego świństwa nie chciałem dawać, nie dość, że drogie to jeszcze wytępi wszystko, co znajdzie na swojej drodze. Uważam, że antybiotyki winne być aplikowane do poważnych chorób a nie tak na dzień dobry, na mały katarek albo czerwone gardło. Ale to sprawa do oddzielnych rozważań. W sklepie zielarskim kupiłem pojemniczek z kapsułkami, bardzo drogie, kapsułek było chyba 60 i prędko się skończyły dlatego poszedłem kupić nowe, ale coś mnie tknęło i przeczytałem skład na etykiecie. Na początku pisało ekstrakt z zarąbiście wyselekcjonowanych odmian… na końcu drobnym drukiem - (zmielona kora PAU drako), inaczej nie żaden ex-trakt tylko zmielona......Tak jest w większości przypadków, w związku z tym trzeba mieć swój rozum i przez cały czas szukać. Zdecydowałem kupić młynek i korę PAU-drako luzem (pare razy tańszą od kapsułek) i sam mielić. Tak robię od pewnego czasu z innymi ziołami. Ale o tym później. Kupiłem młynek Boscha, ale przeciętnie mielił, więc przeszlifowałem noże moim Dremelem 3000, najlepiej szło czerwonym kamieniem. Kłopot pojawił się jak mieliłem następną partię, tak się młynek nagrzał, że zaczął śmierdzieć. Z przykrością stwierdzam, że Bosch i inni producenci nie robią prześwitów wentylacyjnych, nie mówiąc juz o wentylatorkach. Zdecydowałem więc zadziałać, odkręciłem pokrywkę i wywierciłem kilkanaście otworów wentylacyjnych. Super się tu przydała wkrętarka Boscha GSR 10,8V-LI-2+LB, i wiertło wielostopniowe - domtechniczny24.pl/wiert%C5%82a-wielostopniowe.html . Młynek w ten sposób przerobiony mieli trochę lepiej, nie grzeje się tak szybko ale szału nie ma. Wydaje mi się, że za małą moc i za duże ostrza. Dla estetyki można oczywiście te otwory zrobić w lini prostej :) Co do mieszanek ziołowych to mam kilka. Podstawowa to mieszanka na zwiększenie odporności: Koci pazur, kora lapacho, jeżówka purpurowa, fiołek trójbarwny (mnóstwo rutyny), mięta do smaku, suszone owoce i kwiaty czarnego bzu. To wszystko mieszam drobię w młynku i dodaję witaminę C. Stosuję tak: jedna płaska łyżeczka do kubka, zalać gorącą wodą 15% objętości szklanki, jak wystygnie dodaję witaminę c, sok z aroni, pigwy i bzu czarnego (zależy, co tam mam). Napełniam wodą i gotowe, wypijam bez przecedzania, fusy nie pogryzą. Inne to żółciopędna i wzmacniająca wątrobę, oczyszczająca. Co drugi dzień piję dodatkowo szejka zrobionego z świeżo zmielonych ziaren siemienia lnianego, wiesiołka i ostropestu, plus witamina C. Pamiętajcie, że nie powinno się magazynować za długo zmielonych ziaren czy ziół, gdyż olejki eteryczne parują, oleje nienasycone jełczeją i generalnie utlenia się to co może być cenne. Pa pa. |
Blacha witaNa stronie umieszczam moje artykuły związane z domowym maj Artykuły na stronie
December 2023
Kategorie
All

|
 RSS Feed
RSS Feed
